- 首頁
- 關于迪佳
- 公司新聞
- 產品中心
- 成功案例
- 人力資源
- OA系統
德國REXROTH伺服數控系統在鋁帶板材飛剪系統中的應用
2011-11-15
鋁帶板材飛剪控制系統是鋁帶材橫切機中的主要控制部分,它在保證切刀和機列其它設備及板材速度同步配合的情況下,將平動中的帶材按要求的定長進行高精度的剪切。德國REXROTH伺服數控系統將飛剪控制技術復雜問題簡單化,該系統已廣泛應用于鍍鋅板、彩板、鋁板等開卷線上的高精度剪切中。
系統技術性能參數:
最高機列速度:120m/min、剪切長度:300-7500mm、剪切誤差:小于0.5mm
電氣控制系統組成:
德國REXROTH伺服飛剪系統由人機界面BTV04、伺服驅動器DKC01.3,交流伺服電機MKD090B和FLP運動控制卡組成;并應用伺服驅動器自帶的兩路模擬量之一來控制進料牽引變頻器。系統基本組成如圖1-1所示: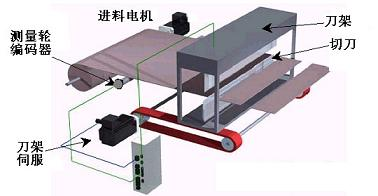
主程序說明系統初始化 HOM 1 ;系統回零
CMM 1 00 01 1 0 ;主軸凸輪模式
CLG 1 10.000 ;系統加速路徑
CSY 1 2 2 2 00.00.0 ;開啟飛剪功能
Loop LAL 1 V600 I0.00.6 ;飛剪指令(V600為產品長度變量)
AKN Axis_Synchron. 1 ;確認刀架與材料同步
JSR Tools ;跳轉到剪切子程序
LAE 1 ;結束同步
PSA 1 +0.000 999 ;快速返回零點
JMP Loop
TOOLS AEA Q0.01 1 ;切刀下切
AKN I0.01. 1 ;切刀下限位
AEA Q0.01 0 ;切刀抬起
AKN I0.01. 0 ;切刀上限位
RTS ;返回主程序
控制系統特點
A、 控制系統簡單方便,易學易用;
B、 不需要外加PLC,直接應用伺服自帶的I/O作邏輯控制
C、 主程序為數控指令,執行速度極快,從而在根本上保證了控制精度;
D、 系統集成化程度高,大大地減少了現場電纜及接線工作,同時系統的可靠性也得到較大提高;
E、 多任務同時執行的特點,在線更改機列速度或剪切長度,不影響正常剪切。
F、 剪切產品的長度范圍寬,在剪切較短產品時,系統會自動調整進料速度,從而保證系統的穩定性。
結束語
飛剪控制系統不僅大大提高了生產的速度同時也提高了產品質量;開發出簡單易用高精度的飛剪控制系統一直是運動控制中的一個難點,德國REXROTH伺服飛剪系統克服了繁雜的PLC程序設計,在當今“時間就是金錢,質量就是生命”的科技社會中具有極大的市場推廣價值。
地點:廣東省江門市白石大道翠林苑224號308室
傳真:86-0750-3913720
電話:86-0750-3881260 / 3881260
郵箱:info@digup.com.cn

掃描二維碼分享到微信
3881260